|
СТАНДАРТЫ ISO в Полиграфии.
ISO 12647-2
Второе издание
15.11.2004 г.
Международный стандарт
Технология цветной печати.
Управление процессами производства пробных отпечатков и печатных форм методом полутонового цветотделения.
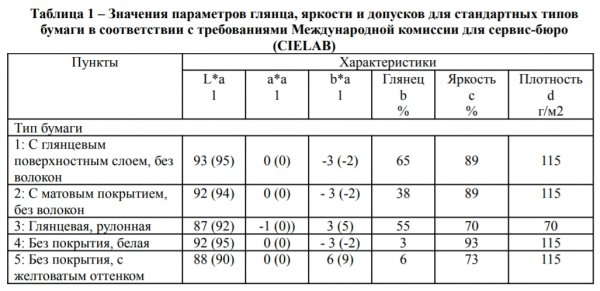
Таблица 1
Значения параметров глянца, яркости и допусков для стандартных типов бумаги в соответствии с требованиями Международной комиссии для сервис-бюро (CIELAB)
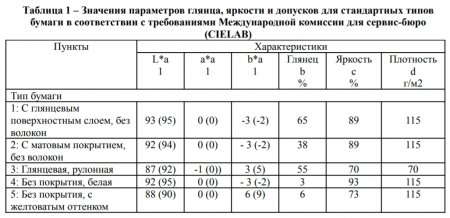
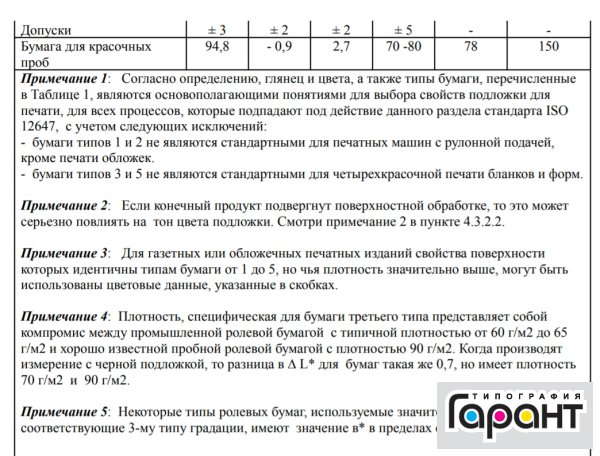
4.3.2.2 Глянец по подложке печати Глянец подложки, используемый для пробной печати, должен близко подходить по своим параметрам глянцу подложки для массового печатного производства. Если это не представляется возможным, то изготовление пробы может быть выполнено на одном из близких по свойствам типе бумаги, внесенном в список в пункте
4.3.2.1. Примечание 1: Плотность глянца для определенных типов бумаги, обозначенных в п.4.3.2.1 приведена в Таблице 1. Примечание 2: Если конечный продукт подвергается обработке поверхности, то определенно речь идет о глянцевом эффекте. В критических случаях, результат процесса цветоделения лучше всего оценивается посредством изготовления проб, глянец которых теснейшим образом соответствуют глянцу поверхности конечного продукта массового печатного производства. Для процесса завершения печатного производства, чтобы облегчить достижение соответствия и схожести готовой продукции и пробной формы, было бы хорошо обеспечить оператора – печатника двумя пробными оттисками: пробный оттиск, глянцевая поверхность которого соответствует незаконченому печатному продукту и пробный оттиск, глянцевая поверхность которого соответствует законченому печатному продукту.
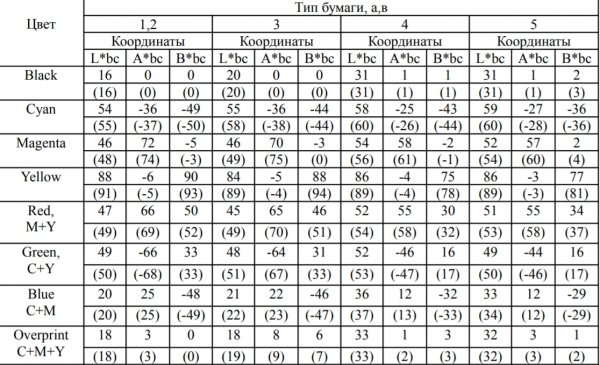
4.3.2.3 Цветовые параметры печатных красок Для пяти типов бумаги, обозначенных в п. 4.3.2.1, цветовые координаты CIELAB для “solids” (чистых) основных цветов должны соответствовать, указанным в Таблице 2, с отклонениями в пределах допусков, отраженнми в Таблице 3. Цветовые координаты двухцветного и трехцветного наложения красок, без присутствия черной краски, должны согласовываться с данными Таблицы 2. Основные “solids” (чистые) цвета цифровой «пробы» необходимо согласовывать с Таблицей 2 в пределах одной половины допуска на отклонение параметра от номинала, обозначенного в Таблице 3. Отклонение “solids” (чистых) цветов для «ОК листа» ограничено следующим условием: цветовая разница между «пробой» и «ОК листом» не должна превышать допуски, указанные в Таблице 3. Если нет других вариантов, то следует придерживаться значений цвета, указанных в Таблице 2. Вариативность “solids” (чистых) цветов в тираже ограничена следующими условиями. По крайней мере для 68% тиража цветовые различия между тиражным оттиском и «ОК листом» не будет превышать и не должны превышать одной половины подходящей вариации допусков, обозначенных в Таблице 3.
Примечание 1: Соответствие плотности цвета значениям CIELAB, указанным в Таблице 2, обычно предполагает использование набора красок, которые определены стандартом ISO 2846- 1[1], а именно печатное сочетание «голубой, пурпурный, желтый».
Примечание 2: Распределение значений ?Е*ab не является гауссовским, но искажено. По разумной логике, вариация допуска определена здесь верхним пределом для 68% тиража. Это похоже на гауссовское распределение, где 68% - в пределах плюс-минус один, есть среднее стандартное отклонение.
Примечание 3: Сравнение плотности для черной и белой (в скобках) подложки в Таблице 2 показывает, что цветовые координаты a* и b* остаются в значительной степени теми же самыми. Однако, значение L* выше между 2 и 3, в зависимости от бумажной непрозрачности.
Примечание 4: Показатели плотности могут значительно меняться, как показывает контрольное наблюдение за производственным процессом, хотя инструмент, краска и поверхность печати остаются теми же самыми, без каких-либо изменений; смотри стандарт ISO 13656 (3). Однако, в общей ситуации, показатели плотности не определяют требуемую степень цветности. Поэтому, для данного раздела международного стандарта ISO 12647, значения показателя рефлексии (отражения) являются исключительно рекомендательными для определения плотности тона. Следуя стандарту ISO 13656 (3), опрератор производственной печатной машины сначала достигает правильного плашечного цвета на оттиске, затем считывает показатели с помощью инструмента с полноценной печати. После этого показатели используются как конечное целевое значение для контроля в процессе производства.
Примечание 5: Если целью конечного продукта является обработка поверхности, то качество цвета, получаемое в итоге, может иметь значительные отклонения от качества цвета при незаконченной печати. Смотри также Примечание 2 Таблицы 1 и Примечание 2 в пункте 4.3.2.2.
Примечание 6: Вторичные цвета, такие как красный, зеленый синий, зависят от таких условий, как последовательность печати, реологические свойства и степень прозрачности красок, механика печатной машины и поверхностные характеристики подложки печати. Таким образом, соответствие первичных цветов голубого, пурпурного, желтого Таблице 2 не является достаточным для соответствия вторичных цветов Таблице 2. Примечание 7: Для специальных ( местных) цветов и для печати упаковок необходимы более низкие допуски, чем те, что приведены в таблице 3, особенно для цветового различия, относящегося к L*.
Таблица 2
Значение цветовых координат для сочетаний «голубой-пурпурный-желтый»
в соответствии в требованиями для сервис-бюро CIELAB
Диаграмма – чертеж на осях Х и Y
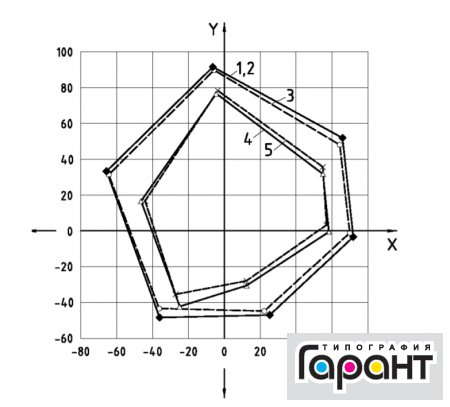
Ключ Х - Красно-зеленые координаты а*, согласно CIELAB Y - Желто-синие координаты в*, согласно CIELAB 1,2,3,4, и 5 – типы бумаги Примечание Данные взяты из таблицы 2. Фигура 1 – Цветовая гамма для офсетной литографической печати.СТАНДАРТЫ ISO в Полиграфии.
ISO 12647-2
|
|